

The Rise of Lean Production
An excerpt from "The Machine That Changed The World" (1990)
Another snippet from a classic source - "The Machine That Changed The World" [Womack et al, 1990].

The book was based upon a five-year study undertaken at MIT, began in 1985 as the International Motor Vehicle Program (IMVP), an initiative to research and understand the comparative strengths and weaknesses of traditional Western mass production versus the (then unnamed) innovative systems of Japanese vehicle manufacture. The chapter tells the story of the rise of lean production, and of Taiichi Ohno, the pioneer of the Toyota Production System.
The rear-cover quote from the New York Times Magazine tells us that "the fundamentals of this system are applicable to every industry across the globe... [and] will have a profound effect on human society - it will truly change the world".
And that has happened - we've seen a revolution in manufacturing and supply chain over the three decades since the book was written
Culture and Engagement
Perhaps what stands out today is culture - driven by what you might describe as a post-war social contract. A side-effect of US employment law taking effect in Japan was that Toyota workers had (through collective action) won the guarantee of employment for life, as well as (through profit sharing), collective ownership of the company.
So emerged a culture of engineering excellence, where workers were trained to continuously analyse and improve their work, supported by well-structured training programs - establishing formal mentoring, communication and peer review practices. In contrast, the attitude towards assembly line workers in US mass production systems was very different.
References in 'The Art of Systems Architecting', 2nd Ed (Maier & Rechtin)
Citing [Womack et al, 1990] a decade later, The Art of Systems Architecting [Maier and Rechin, 2000] observed that -
"In lean production, quality is not a production result determined post-production and post-test, it is a pre-requisite policy imperative. Indeed, Japanese innovators experienced years of frustration while TQM, JIT, and the Taguchi methods at first seemed to do very little. The level of quality essential for these methods to work had not yet been reached. When it was, the whole system virtually snapped into place with results that became famous."
[Maier & Rechtin, 2000, p.71] also observed that -
...at an only slightly lower level of quality, lean systems sporadically face at least temporary collapse"
and they summarised lean production as...
"an ultraquality, dynamic feedback system inherently susceptible to any reduction in quality. It depends on well-designed, multiple feedback. Given ultraquality standards, lean production is arguably less complex, simpler and more efficient than mass production; and, by its very nature, it is extraordinarily, fiercely, competitive."
They even speculated that, the more a lean production system is run towards the verge of vulnerability, the greater the competitive advantage it delivers.
So, please read on, enjoy the original source of Lean sauce!
"If workers failed to anticipate problems before they occurred and didn't take the initiative to devise solutions, the work of the whole factory could easily come to a halt. Holding back knowledge and effort - repeatedly noted by industrial sociologists as a salient feature of all mass-production systems - would swiftly lead to disaster in Ohno's factory."
KM
Chapter 3 - THE RISE OF LEAN PRODUCTION
In the spring of 1950, a young Japanese engineer, Eiji Toyoda, set out on a three-month pilgrimage to Ford's Rouge plant in Detroit. In fact, the trip marked a second pilgrimage for the family, since Eiji's uncle, Kiichiro, had visited Ford in 1929.
Since that earlier time much had happened to the Toyoda family and the Toyota Motor Company they had founded in 1937. (The founding family's name, Toyoda, means "abundant rice field" in Japanese, so marketing considerations called for a new name for the fledgling company. Accordingly, in 1936, the company held a public contest, which drew 27,000 suggestions. "Toyota," which has no meaning in Japanese, was the winner.)
Most of these events had been disastrous for the company: They had been thwarted by the military government in their effort to build passenger cars in the 1930s, and had instead made trucks, largely with craft methods, in the ill-fated war effort.
And, at the end of 1949, a collapse in sales forced Toyota to terminate a large part of the workforce, but only after a lengthy strike that didn't end until Kiichiro resigned from the company to accept responsibility for management failures. In thirteen years of effort, the Toyota Motor Company had, by 1950, produced 2,685 automobiles, compared with the 7.000 the Rouge was pouring out in a single day.
This was soon to change.
Eiji was not an average engineer, either in ability or ambition. After carefully studying every inch of the vast Rouge, then the largest and most efficient manufacturing facility in the world, Eiji wrote back to headquarters that he "thought there were some possibilities to improve the production system."
But simply copying and improving the Rouge proved to be hard work. Back at home in Nagoya, Eiji Toyoda and his production genius, Taiichi Ohno, soon concluded--for reasons we will explain shortly--that mass production could never work in Japan. From this tentative beginning were born what Toyota came to call the Toyota Production System and, ultimately, lean production.
THE BIRTHPLACE OF LEAN PRODUCTION
Toyota is often called the most Japanese of the Japanese auto companies, being located in insular Nagoya rather than cosmopolitan Tokyo. For many years its work force was composed largely of former agricultural workers. In Tokyo, the firm was often derided as "a bunch of farmers." Yet today, Toyota is regarded by most industry observers as the most efficient and highest-quality producer of motor vehicles in the world.
The founding Toyoda family succeeded first in the textile machinery business during the late nineteenth century by developing superior technical features on its looms. In the late 1930s, at the government's urging, the company entered the motor vehicle industry, specializing in trucks for the military. It had barely gone beyond building a few prototype cars with craft methods before war broke out and auto production ended. After the war, Toyota was determined to go into full-scale car and commercial truck manufacturing, but it faced a host of problems.
The domestic market was tiny and demanded a wide range of vehicles--luxury cars for government officials, large trucks to carry goods to market, small trucks for Japan's small farmers, and small cars suitable for Japan's crowded cities and high energy prices.
The native Japanese workforce, as Toyota and other firms soon learned, was no longer willing to be treated as a variable cost or as interchangeable parts. What was more, the new labor laws introduced by the American occupation greatly strengthened the position of workers in negotiating more favorable conditions of employment. Management's right to lay off employees was severely restricted, and the bargaining position of company unions representing all employees was greatly reinforced. The company unions used their strength to represent everyone, eliminating the distinction between blue- and white-collar workers, and secured a share of company profits in the form of bonus payments in addition to basic pay.
Furthermore, in Japan there were no "guest workers" that is, temporary immigrants willing to put up with substandard working conditions in return for high pay-or minorities with limited occupational choice. In the West, by contrast, these individuals had formed the core of the work force in most mass-production companies.The war-ravaged Japanese economy was starved for capital and for foreign exchange, meaning that massive purchases of the latest Western production technology were quite impossible.
The outside world was full of huge motor-vehicle producers who were anxious to establish operations in Japan and ready to defend their established markets against Japanese exports.
This last difficulty provoked a response from the Japanese government, which soon issued a prohibition on direct foreign investment in the Japanese motor industry. This prohibition was critical for Toyota (as well as other entrants in the Japanese auto industry) to gain a toehold in the car-making business. It wasn't enough, however, to guarantee the company's success beyond Japan.
Besides, the government nearly went too far. After the prohibition on foreign ownership and the imposition of high tariff barriers had encouraged a host of Japanese firms to enter the auto industry by the early 1950s, the Japanese Ministry of International Trade and Industry (MITI) had second thoughts. MITI believed that the first requirement of an internationally competitive auto industry was high production scale, so it proposed a series of plans to merge Japan's twelve embryonic car companies into a Japanese Big Two or Big Three to battle Detroit's Big Three. The merged companies were to specialize in different sizes of cars to prevent "excessive" domestic competition and to gain high scale to compete on price in export markets.
What if these plans had succeeded?
The Japanese industry might have grown rapidly at first, but it would probably have shared the fate of the current Korean motor industry. That is, as the advantage of lower wages gradually disappeared, the new-entrant Japanese producers, with nothing new to offer in production techniques and limited competition at home, would have become also-rans in the world motor industry. They might have been able to protect their domestic market, but they would have posed no long-term threat to the established firms elsewhere in the world using the same techniques.
Instead, Toyota, Nissan, and the other companies defied MITI and set out to become full-range car producers with a variety of new models. Toyota's chief production engineer, Taiichi Ohno, quickly realized that employing Detroit's tools-and Detroit's methods-was not suited to this strategy. Craft-production methods were a well-known alternative but seemed to lead nowhere for a company intent on producing mass-market products. Ohno knew he needed a new approach, and he found it. We can look at the stamping shop for a good example of how his new techniques worked.
LEAN PRODUCTION: A CONCRETE EXAMPLE
More than sixty years have passed since the introduction of Henry Ford's Model A with its all-steel body. Yet, across the world, nearly all motor-vehicle bodies are still produced by welding together about 300 metal parts stamped from sheet steel.
Auto makers have produced these "stampings" by employing one of two different methods. A few tiny craft producers, such as Aston Martin, cut sheets of metal - usually aluminium - to a gross shape, then beat these blanks by hand on a die to their final shape. (A die is simply a hard piece of metal in the precise shape the sheet metal should assume under pounding.)
Any producer making more than a few hundred cars a year a category that includes auto makers ranging from Porsche to General Motors-starts with a large roll of sheet steel. They run this sheet through an automated "blanking" press to produce a stack of flat blanks slightly larger than the final part they want.
They then insert the blanks in massive stamping presses contain ing matched upper and lower dies. When these dies are pushed together under thousands of pounds of pressure, the two-dimensional blank takes the three-dimensional shape of a car fender or a truck door as it moves through a series of presses.
The problem with this second method, from Ohno's perspective, was the minimum scale required for economical operation. The massive and expensive Western press lines were designed to operate at about twelve strokes per minute, three shifts a day, to make a million or more of a given part in a year. Yet, in the early days, Toyota's entire production was a few thousand vehicles a year.
The dies could be changed so that the same press line could make many parts, but doing so presented major difficulties. The dies weighed many tons each, and workers had to align them in the press with absolute precision. A slight misalignment produced wrinkled parts. A more serious misalignment could produce a nightmare in which the sheet metal melted in the die, necessitating extremely expensive and time-consuming repairs.
To avoid these problems, Detroit, Wolfsburg, Flins, and Mirafiori assigned die changes to specialists. Die changes were undertaken methodically and typically required a full day to go from the last part with the old dies to the first acceptable part from the new dies. As volume in the Western industry soared after World War II, the industry found an even better solution to the die change problem. Manufacturers found they often could "dedicate" a set of presses to a specific part and stamp these parts for months, or even years, without changing dies.
To Ohno, however, this solution was no solution at all. The dominant Western practice required hundreds of stamping presses to make all the parts in car and truck bodies, while Ohno's capital budget dictated that practically the entire car be stamped from a few press lines.
His idea was to develop simple die-change techniques and to change dies frequently-every two to three hours versus two to three months using rollers to move dies in and out of position and simple adjustment mechanisms. Because the new techniques were easy to master and production workers were idle during the die changes, Ohno hit upon the idea of letting the production workers perform the die changes as well.
By purchasing a few used American presses and endlessly experimenting from the late 1940s onward, Ohno eventually perfected his technique for quick changes. By the late 1950s, he had reduced the time required to change dies from a day to an astonishing three minutes and eliminated the need for die change specialists. In the process, he made an unexpected discovery-it actually cost less per part to make small batches of stampings than to run off enormous lots.
There were two reasons for this phenomenon. Making small batches eliminated the carrying cost of the huge inventories of finished parts that mass-production systems required. Even more important, making only a few parts before assembling them into a car caused stamping mistakes to show up almost instantly.
The consequences of this latter discovery were enormous. It made those in the stamping shop much more concerned about quality, and it eliminated the waste of large numbers of defective parts - which had to be repaired at great expense, or even discarded - that were discovered only long after manufacture. But to make this system work at all - a system that ideally produced two hours or less of inventory - Ohno needed both an extremely skilled and a highly motivated work force.
If workers failed to anticipate problems before they occurred and didn't take the initiative to devise solutions, the work of the whole factory could easily come to a halt. Holding back knowledge and effort - repeatedly noted by industrial sociologists as a salient feature of all mass-production systems - would swiftly lead to disaster in Ohno's factory.
LEAN PRODUCTION: COMPANY AS COMMUNITY
As it happened, Ohno's work force acted to solve this problem for him in the late 1940s. Because of macroeconomic problems in Japan--the occupying Americans had decided to stamp out inflation through credit restrictions, but overdid it and caused a depression instead-Toyota found its nascent car business in a deep slump and was rapidly exhausting loans from its bankers.
The founding family, led by President Kiichiro Toyoda, proposed as a solution to the crisis-firing a quarter of the work force. However, the company quickly found itself in the midst of a revolt that ultimately led to its workers occupying the factory. Moreover, the company's union was in a strong position to win the strike. In 1946, when the Japanese government, under American prompting, strengthened the rights of unions, including management, and then imposed severe restrictions on the ability of company owners to fire workers, the balance of power had shifted to the employees.
After protracted negotiations, the family and the union worked out a compromise that today remains the formula for labor relations in the Japanese auto industry. A quarter of the
work force was terminated as originally proposed. But Kiichiro Toyoda resigned as president to take responsibility for the company's failure, and the remaining employees received two guarantees. One was for lifetime employment; the other was for pay steeply graded by seniority rather than by specific job function and tied to company profitability through bonus payments.
In short, they became members of the Toyota community, with a full set of rights, including the guarantee of lifetime employment and access to Toyota facilities (housing, recreation, and so forth), that went far beyond what most unions had been able to negotiate for mass-production employees in the West. In return, the company expected that most employees would remain with Toyota for their working lives.
This was a reasonable expectation because other Japanese companies adopted seniority-based wages at the same time, and workers would suffer a large loss of earnings if they started over at the bottom of the seniority ladder with another company. The wage progression was quite steep. A forty-year-old worker doing a given job received much higher pay than a twenty-five-year-old doing the same job. If the forty-year-old quit and went to work for another employer, he would start with a zero seniority wage that was below that of even the twenty-five-year-old.
The employees also agreed to be flexible in work assignments and active in promoting the interests of the company by initiating improvements rather than merely responding to problems. In effect, the company officials said: "If we are going to take you on for life, you have to do your part by doing the jobs that need doing," a bargain to which the unions agreed.
Back at the factory, Taiichi Ohno realized the implications of this historic settlement: The workforce was now as much a short-term fixed cost as the company's machinery, and, in the long term, the workers were an even more significant fixed cost. After all, old machinery could be depreciated and scrapped, but Toyota needed to get the most out of its human resources over a forty year period that is, from the time new workers entered the company, which in Japan is generally between the ages of eighteen and twenty-two, until they reached retirement at age sixty. So it made sense to continuously enhance the workers' skills and to gain the benefit of their knowledge and experience as well as their brawn.
LEAN PRODUCTION: FINAL ASSEMBLY PLANT
Ohno's rethinking of final assembly shows just how this new approach to human resources paid enormous dividends for Toyota. Remember that Ford's system assumed that assembly-line workers would perform one or two simple tasks, repetitively and, Ford hoped, without complaint. The foreman did not perform assembly tasks himself but instead ensured that the line workers followed orders. These orders or instructions were devised by the industrial engineer, who was also responsible for coming up with ways to improve the process.
Special repairmen repaired tools. Housekeepers periodically cleaned the work area. Special inspectors checked quality, and defective work, once discovered, was rectified in a rework area after the end of the line. A final category of worker, the utility man, completed the division of labor. Since even high wages were unable to prevent double-digit absenteeism in most mass-production assembly plants, companies needed a large group of utility workers on hand to fill in for those employees who didn't show up each morning,
Managers at headquarters generally graded factory management on two criteria--yield and quality. Yield was the number of cars actually produced in relation to the scheduled number, and quality was out-the-door quality, after vehicles had defective parts repaired. Factory managers knew that falling below the assigned production target spelled big trouble, and that mistakes could, if necessary, be fixed in the rework area, after the end of the line but before the cars reached the quality checker from headquarters stationed at the shipping dock. Therefore, it was crucial not to stop the line unless absolutely necessary. Letting cars go on down the line with a misaligned part was perfectly okay, because this type of defect could be rectified in the rework area, but minutes and cars lost to a line stoppage could only be made up with expensive overtime at the end of the shift. Thus was born the "move the metal" mentality of the mass production auto industry.
Ohno, who visited Detroit repeatedly just after the war, thought this whole system was rife with muda, the Japanese term for waste that encompasses wasted effort, materials, and time. He reasoned that none of the specialists beyond the assembly worker was actually adding any value to the car. What's more, Ohno thought that assembly workers could probably do most of the functions of the specialists and do them much better because of their direct acquaintance with conditions on the line. (Indeed, he had just confirmed this observation in the press shop.) Yet, the role of the assembly worker had the lowest status in the factory. In some Western plants, management actually told assembly workers that they were needed only because automation could not yet replace them.
Back at Toyota City, Ohno began to experiment. The first step was to group workers into teams with a team leader rather than a foreman. The teams were given a set of assembly steps, their piece of the line, and told to work together on how best to perform the necessary operations. The team leader would do assembly tasks as well as coordinate the team, and, in particular, would fill in for any absent worker-concepts unheard of in mass-production plants.
Ohno next gave the team the job of housekeeping, minor tool repair, and quality checking. Finally, as the last step, after the teams were running smoothly, he set time aside periodically for the team to suggest ways collectively to improve the process. (In the West, this collective suggestion process would come to be called "quality circles.") This continuous, incremental improvement process, kaizen in Japanese, took place in collaboration with the industrial engineers, who still existed but in much smaller numbers.
When it came to "rework." Ohno's thinking was truly inspired. He reasoned that the mass production practice of passing on errors to keep the line running caused errors to multiply endlessly. Every worker could reasonably think that errors would be caught at the end of the line and that he was likely to be disciplined for any action that caused the line to stop. The initial error, whether a bad part or a good part improperly installed, was quickly compounded by assembly workers farther down the line. Once a defective part had become embedded in a complex vehicle, an enormous amount of rectification work might be needed to fix it. And because the problem would not be discovered until the very end of the line, a large number of similarly defective vehicles would have been built before the problem was found.
So, in striking contrast to the mass production plant, where stopping the line was the responsibility of the senior line manager, Ohno placed a cord above every work station and instructed workers to stop the whole assembly line immediately if a problem emerged that they couldn't fix. Then the whole team would come over to work on the problem.
Ohno then went much further. In mass-production plants, problems tended to be treated as random events. The idea was simply to repair each error and hope that it didn't recur. Ohno instead instituted a system of problem-solving called "the five why's." Production workers were taught to trace systematically every error back to its ultimate cause (by asking "why" as each layer of the problem was uncovered), then to devise a fix, so that it would never occur again.
Not surprisingly, as Ohno began to experiment with these ideas, his production line stopped all the time, and the workers easily became discouraged. However, as the work teams gained experience identifying and tracing problems to their ultimate cause, the number of errors began to drop dramatically. Today, in Toyota plants, where every worker can stop the line, yields approach 100 percent. That is, the line practically never stops! (In mass production plants by contrast, where no one but the line manager can stop the line, the line still stops constantly. This is not to rectify mistakes-these are fixed at the end but to deal with material supply and coordination problems. The consequence is that 90 percent yield is often taken as a sign of good management.)
Even more striking was what happened at the end of the line. As Ohno's system hit its stride, the amount of rework needed before shipment fell continually. Not only that, the quality of the shipped cars steadily improved. This was for the simple reason that quality inspection, no matter how diligent, simply cannot detect all the defects that can be assembled into today's complex vehicles.
Today, Toyota assembly plants have practically no rework areas and perform almost no rework. By contrast, as we will show, a number of current-day mass-production plants devote 20 percent of plant area and 25 percent of their total hours of effort to fixing mistakes. Perhaps the greatest testament to Ohno's ideas lies in the quality of the cars actually delivered to the consumer. American buyers report that Toyota's vehicles have among the lowest number of defects of any in the world, comparable to the very best of the German luxury car producers, who devote many hours of assembly-plant effort to rectification.
LEAN PRODUCTION: THE SUPPLY CHAIN
Assembling the major components into a complete vehicle, the task of the final assembly plant, accounts for only 15 percent or so of the total manufacturing process. The bulk of the process involves engineering and fabricating more than 10,000 discrete parts and assembling these into perhaps 100 major components engines, transmissions, steering gears, suspensions, and so forth.
Coordinating this process so that everything comes together at the right time with high quality and low cost has been a continuing challenge to the final assembler firms in the auto industry. Under mass production, as we noted earlier, the initial intention was to integrate the entire production system into one huge, bureaucratic command structure with orders coming down from the top. However, even Alfred Sloan's managerial innovations were unequal to this task.
The world's mass production assemblers ended up adopting widely varying degrees of formal integration, ranging from about 25 percent in-house production at small specialist firms, such as Porsche and Saab, to about 70 percent at General Motors, Ford, the early leader in vertical integration, which actually did approach 100 percent at the Rouge, deintegrated after World War II to about 50 percent.
However, the make-or-buy decisions that occasioned so much debate in mass-production firms struck Ohno and others at Toyota as largely irrelevant, as they began to consider obtaining components for cars and trucks. The real question was how the assembler and the suppliers could work smoothly together to reduce costs and improve quality, whatever formal, legal relationship they might have.
And here the mass-production approach-whether to make or buy-seemed broadly unsatisfactory. At Ford and GM, the central engineering staffs designed most of the 10,000-plus parts in a vehicle and the component systems they comprised. The firms then gave the drawings to their suppliers, whether formally part of the assembler firm or independent businesses, and asked them for bids on a given number of parts of given quality (usually expressed as a maximum number of defective parts per 1,000) delivered at a given time. Among all the outside firms and internal divisions that were asked to bid, the low bidder got the business.
For certain categories of parts, typically those shared by many vehicles (tires, batteries, alternators) or involving some specialized technology that the assembler firm didn't have (engine computers, for example), independent supplier firms competed to supply the parts, usually by modifying existing standard designs to meet the specifications of a particular vehicle. Again, success depended upon price, quality, and delivery reliability, and the car makers often switched business between firms on relatively short notice.
In both cases, corporate managers and small business owners alike understood that it was every firm for itself when sales declined in the cyclical auto industry. Everyone thought of their business relationships as characteristically short-term.
As the growing Toyota firm considered this approach to components supply, Ohno and others saw many problems. Supplier organizations, working to blueprint, had little opportunity or incentive to suggest improvements in the production design based on their own manufacturing experience. Like employees in the mass-production assembly plant, they were told in effect to keep their heads down and continue working. Alternatively, suppliers offering standardized designs of their own, modified to specific vehicles, had no practical way of optimizing these parts, because they were given practically no information about the rest of the vehicle. Assemblers treated this information as proprietary.
And there were other difficulties. Organizing suppliers in vertical chains and playing them against each other in search of the lowest short-term cost blocked the flow of information hori. zontally between suppliers, particularly on advances in manufacturing techniques. The assembler might ensure that suppliers had low profit margins, but not that they steadily decreased the cost of production through improved organization and process innovations.
The same was true of quality. Because the assembler really knew very little about its suppliers' manufacturing techniques whether the supplier in question was inside the assembler firm or independent-it was hard to improve quality except by establishing a maximum acceptable level of defects. As long as most firms in the industry produced to about the same level of quality, it was difficult to raise that level.
Finally, there was the problem of coordinating the flow of parts within the supply system on a day-to-day basis. The inflexibility of tools in supplier plants (analogous to the inflexibility of the stamping presses in the assembler plants) and the erratic nature of orders from assemblers responding to shifting market demand caused suppliers to build large volumes of one type of part before changing over machinery to the next and to maintain large stocks of finished parts in a warehouse so that the assembler would never have cause to complain (or worse, to cancel a contract) because of a delay in delivery. The result was high inventory costs and the routine production of thousands of parts that were later found to be defective when installed at the assembly plant.
To counteract these problems and to respond to a surge in demand in the 1950s, Toyota began to establish a new, lean production approach to components supply. The first step was to organize suppliers into functional tiers, whatever the legal, formal relation of the supplier to the assembler. Different responsibilities were assigned to firms in each tier. First-tier suppliers were responsible for working as an integral part of the product development team in developing a new product. Toyota told them to develop, for example, a steering, braking, or electrical system that would work in harmony with the other systems.
First, they were given a performance specification. For example, they were told to design a set of brakes that could stop a 2,200-pound car from 60 miles per hour in 200 feet ten times in succession without fading. The brakes should fit into a space 6" X 8" x 10" at the end of each axle and be delivered to the assembly plant for $40 a set. The suppliers were then told to deliver a prototype for testing. If the prototype worked, they got a production order. Toyota did not specify what the brakes were made of or how they were to work. These were engineering decisions for the supplier to make.
Toyota encouraged its first-tier suppliers to talk among themselves about ways to improve the design process. Because each supplier, for the most part, specialized in one type of component and did not compete in that respect with other suppliers in the group, sharing this information was comfortable and mutually beneficial
Then, each first-tier supplier formed a second tier of suppliers under itself. Companies in the second tier were assigned the job of fabricating individual parts. These suppliers were manufacturing specialists, usually without much expertise in product engineering but with strong backgrounds in process engineering and plant operations.
For example, a first-tier supplier might be responsible for manufacturing alternators. Each alternator has around 100 parts, and the first-tier supplier would obtain all of these parts from second-tier suppliers.
Because second-tier suppliers were all specialists in manufacturing processes and not competitors in a specific type of component, it was easy to group them into supplier associations so that they, too, could exchange information on advances in manufacturing techniques
Toyota did not wish to vertically integrate its suppliers into a single, large bureaucracy. Neither did it wish to deintegrate them into completely independent companies with only a marketplace relationship. Instead, Toyota spun its in-house supply operations off into quasi-independent first-tier supplier companies in which Toyota retained a fraction of the equity and developed similar relationships with other suppliers who had been completely independent. As the process proceeded, Toyota's first-tier suppliers acquired much of the rest of the equity in each other.
Toyota, for instance, today holds 22 percent of Nippondenso, which makes electrical components and engine computers: 14 percent of Toyoda Gosei, which makes seats and wiring systems, 12 percent of Aishin Seiki, which makes metal engine parts; and 19 percent of Koito, which makes trim items, upholstery, and plastics. These firms, in turn, have substantial cross-holdings in each other. In addition, Toyota often acts as banker for its supplier group, providing loans to finance the process machinery required for a new product.
Finally, Toyota shared personnel with its supplier-group firms in two ways. It would lend them personnel to deal with workload surges, and it would transfer senior managers not in line for top positions at Toyota to senior positions in supplier firms.
Consequently, the Toyota suppliers were independent companies, with completely separate books. They were real profit centers, rather than the sham profit centers of many vertically integrated mass production firms. Moreover, Toyota encouraged them to perform considerable work for other assemblers and for firms in other industries, because outside business almost always generated higher profit margins. (Nippondenso, for example, a $7. billion company, is the largest manufacturer in the world of electrical and electronic systems and engine computers. As we mentioned, Toyota holds 22 percent of its equity, and Nippon denso does 60 percent of its business with Toyota. Probably another 30 percent of Nippondenso's equity is held in the Toyota supplier group of companies, and 6 percent is held by Robert Bosch, the giant German components firm. The rest trades publicly.)
At the same time, these suppliers are intimately involved in Toyota's product development, have interlocking equity with Toyota and Toyota group members, rely on Toyota for outside financing, and accept Toyota people into their personnel systems. In a very real sense, they share their destinies with Toyota.
Finally, Ohno developed a new way to coordinate the flow of parts within the supply system on a day-to-day basis, the famous just-in-time system, called kanban at Toyota. Ohno's idea was simply to convert a vast group of suppliers and parts plants into one large machine, like Henry Ford's Highland Park plant, by dictating that parts would only be produced at each previous step to supply the immediate demand of the next step. The mechanism was the containers carrying parts to the next step. As each container was used up, it was sent back to the previous step, and this became the automatic signal to make more parts.
This simple idea was enormously difficult to implement in practice because it eliminated practically all inventories and meant that when one small part of the vast production system failed, the whole system came to a stop. In Ohno's view, this was precisely the power of his idea-it removed all safety nets and focused every member of the vast production process on anticipating problems before they became serious enough to stop everything.
It took Eiji Toyoda and Ohno more than twenty years of relentless effort to fully implement this full set of ideas--including just-in-time-within the Toyota supply chain. In the end they succeeded, with extraordinary consequences for productivity, product quality, and responsiveness to changing market demand. As we'll see in chapters 4 and 5, the lean supply chain became a major strength of the lean production system.
LEAN PRODUCTION PRODUCT DEVELOPMENT AND ENGINEERING
Wherever it occurs at central engineering headquarters or in the supplier organizations the process of engineering a manufactured object as complex as today's motor vehicle demands enormous effort from large numbers of people with a broad range of skills. Therefore, it's easy to make mistakes in organizing the process so that the whole of the results achieved is mysteriously less than the sum of the parts.
Mass-production companies try to solve the complexity problem by finely dividing labor among many engineers with very specific specialties. Professor Kim Clark of the Harvard Business School reports, for instance, finding an engineer in a mass-production auto company who had spent his whole career designing auto door locks. He was not an expert on how to make door locks, however, that was the job of the door lock manufacturing engineer. The door lock design engineer simply knew how they should look and work if made correctly.
The weaknesses of this system of divided labor were easy to see and mass production companies over the years tried to devise coordination mechanisms. Even in the mid-1980s, though, the best solution they had found was the product development team with a weak leader (really just a coordinator), whose members still reported to the senior executive of their individual technical specialties. Significantly, career paths in most Western firms still followed a constricted progression through their technical department: junior piston engineer to senior piston engineer, and then junior drive-train engineer to senior drive-train engineer, and so forth. One might someday hope to reach the position of chief product engineer, the level at which disagreements among product engineers, manufacturing process engineers, and industrial engineers in the plants were worked out.
Ohno and Toyoda, by contrast, decided early on that product engineering inherently encompassed both process and industrial engineering. Thus, they formed teams with strong leaders that contained all the relevant expertise. Career paths were structured so that rewards went to strong team players rather than to those displaying genius in a single area of product, process, or industrial engineering, but without regard to their function as a team.
As we'll see in Chapter 5, the consequence of this approach to lean engineering was a dramatic leap in productivity, product quality, and responsiveness to changing consumer demand.
LEAN PRODUCTION AND CHANGING CONSUMER DEMAND
The new Toyota production system was especially well suited to capitalize upon the changing demands that consumers were placing on their cars and upon changing vehicle technology. By the 1960s, cars and light trucks were increasingly a part of daily life most everyone, even people with no inherent interest in cars, depended on them to get through the day.
Simultaneously, vehicles were acquiring features that made them quite impossible for the average user to repair. The putty knife and wrench that could fix almost anything that could go wrong with a Model T were of little use by the 1980s for a broken engine-management computer or antiskid braking system.
Also, as households began to acquire more than one vehicle, people no longer wanted just the standard-size car or truck. The market began to fragment into many product segments.
For the Toyota production system, these developments were all blessings: Consumers began to report that the most important feature of their car or truck was reliability. It had to start every morning and could never leave the user stranded. Vehicle malfunctions were no longer a challenge for the home tinkerer, but were inexplicable nightmares, even for owners with considerable mechanical skills. Because the Toyota system could deliver superior reliability, soon Toyota found that it no longer had to match exactly the price of competing mass-production products.
Furthermore, Toyota's flexible production system and its ability to reduce production-engineering costs let the company supply the product variety that buyers wanted with little cost penalty. In 1990, Toyota is offering consumers around the world as many products as General Motors-even though Toyota is still half GM's size. To change production and model specifications in mass production firms takes many years and costs a fortune. By contrast, a preeminent lean producer, such as Toyota, needs half the time and effort required by a mass producer such as GM to design a new car. So Toyota can offer twice as many vehicles with the same development budget.
Ironically, most Western companies concluded that the Japanese succeeded because they produced standardized products in ultra-high volume. As recently as 1987 a manufacturing manager in Detroit confided in an interview with members of our project that he had found the secret of Japanese success: "They are making identical tin cans; if I did that I could have high quality and low cost, too." This illusion stems from the fact that the Japanese companies initially minimized distribution costs by focusing on one or two product categories in each export market.
However, the total product portfolio of the Japanese firms has always been broader, and they have steadily increased their product range in every world market. Today they offer almost as many models as all of the Western firms combined, as we will see in Chapter 5.1 In addition, their product variety continues to grow rapidly even as Western firms stand still on average and actually reduce the number of different models made in each of their factories. Ford and GM, for example, have been "focusing" their assembly plants toward the goal of one basic product in each plant. By contrast, the Japanese transplants in North America all build two or three products.
Because product lives now average just four years, the average production volume of a Japanese car over the period of its production is now one-quarter that of the Western mass-market producers, and the gap is widening. That is, the Japanese currently make, on average, 125,000 copies of each of their car models each year. The seven Western high-volume companies make nearly twice as many. However, the Japanese keep models in production four years on average, while the Western companies keep them in production almost ten years. This means that during the life of a model the Japanese make 500,000 copies (125,000 times 4), while the Western companies make 2 million (200,000 times 10), a four-to-one difference.
Even more striking. Japanese producers such as Toyota are already producing at only two-thirds of the life-of-the-model production volume of European specialist firms, such as Mercedes and BMW. Indeed, with the arrival of a host of new Japanese niche cars, such as the Honda NS-X, the Japanese may be able to do what mass production firms never could: attack the surviving craft-based niche producers, such as Aston Martin and Ferrari, to bring the whole world into the age of lean production.
LEAN PRODUCTION: DEALING WITH THE CUSTOMER
All of the variety available from lean production would be for naught if the lean producer could not build what the customer wanted. Thus from an early date Eiji Toyoda and his marketing expert, Shotaro Kamiya, began to think about the link between the production system and the consumer.
For Henry Ford this link had been very simple: Because there was no product variety and because most repairs could be handled by the owner, the job of the dealer was simply to have enough cars and spare parts in stock to supply expected demand. In addition, because demand in the American car market fluctuated wildly from the earliest days of the industry, the assembler tended to use the dealer as a shock absorber to cushion the factory from the need to increase and reduce production continually. The result, fully in place by the 1920s, was a system of small, financially independent dealers who maintained a vast inventory of cars and trucks waiting for buyers.
Relations between the factory and the dealer were distant and usually strained as the factory tried to force cars on dealers to smooth production. Relations between the dealer and the customer were equally strained because dealers continually adjusted prices - made deals to adjust demand with supply while maximizing profits. As anyone who has bought a car in North America or Europe knows, this has been a system marked by a lack of long-term commitment on either side, which maximizes feelings of mistrust. In order to maximize bargaining position, everyone holds back information - the dealer about the product, the consumer about his or her true desires and everyone loses in the long term.
Kamiya had learned this system by working in General Motor's Japanese distribution system in the 1930s, but it seemed broadly unsatisfactory. Therefore, after the war he and Toyoda began to think of new ways to distribute cars." Their solution, worked out gradually over time, was to build a sales network very similar to the Toyota supplier group, a system that had a very different relation with the customer
Specifically, the Toyota Motor Sales Company built up a network of distributors, some wholly owned and some in which Toyota held a small equity stake, who had a "shared destiny" with Toyota. These dealers developed a new set of techniques that Toyota came to call "aggressive selling. The basic idea was to develop a long-term, indeed a life-long, relation between the assembler, the dealer, and the buyer by building the dealer into the production system and the buyer into the product development process.
The dealer became part of the production system as Toyota gradually stopped building cars in advance for unknown buyers and converted to a build-to-order system in which the dealer was the first step in the kanban system, sending orders for presold cars to the factory for delivery to specific customers in two to three weeks. To make this workable, however, the dealer had to work closely with the factory to sequence orders in a way the factory could accommodate. While Ohno's production system was remarkably adept at building products to specific order, it could not deal with large surges or troughs in total demand or abrupt shifts in demand between products that could not be built with the same tools--for example, between the largest and smallest cars in the product range or between cars and trucks.
Sequencing orders was possible in turn because Toyota's sales staff did not wait in the showroom for orders. Instead they went directly to customers by making house calls. When demand began to droop they worked more hours, and when demand shifted they concentrated on households they knew were likely to want the type of car the factory could build.
The latter was possible because of a second feature of aggressive selling a massive data base on households and their buying preferences that Toyota gradually built up on every household ever showing interest in a Toyota product. With this information in hand, Toyota sales staff could target their efforts to the most likely buyers.
The system also could incorporate the buyer into the product development process and in a very direct way. Toyota focused relentlessly on repeat buyers-critical in a country where government vehicle inspections, the famous shoken, resulted in practically every car being scrapped after six years. Toyota was determined never to lose a former buyer and could minimize the chance of this happening by using the data in its consumer database to predict what Toyota buyers would want next as their incomes, family size, driving patterns, and tastes changed. Unlike mass-producers who conduct product evaluation "clinics" and other survey research on randomly selected buyers-buyers presumed to have little "brand loyalty"- Toyota went directly to its existing customers in planning new products. Established customers were treated as members of the "Toyota family", and brand loyalty became a salient feature of Toyota's lean production system,
THE FUTURE OF LEAN PRODUCTION
Toyota had fully worked out the principles of lean production by the early 1960s. The other Japanese auto firms adopted most of them as well, although this took many years. For example, Mazda did not fully embrace Ohno's ideas for running factories and the supplier system until it encountered a crisis in 1973, when export demand for its fuel-hungry Wankel-engined cars collapsed. The first step of the Sumitomo group in offering help to Mazda was to insist that the company's Hiroshima production complex rapidly remake itself in the image of Toyota City at Nagoya.
What's more, not all firms became equally adept at operating the system. (One our most important objectives in this volume is to educate the public to the fact that some Japanese firms are leaner than others and that several of the old-fashioned mass production firms in the West are rapidly becoming lean as well) Nevertheless, by the 1960s the Japanese firms on average had gained an enormous advantage over mass-producers elsewhere and were able for a period of twenty years to boost their share of world motor vehicle production steadily by exporting from their highly focused production complexes in Japan, as shown in Figure 3.1.
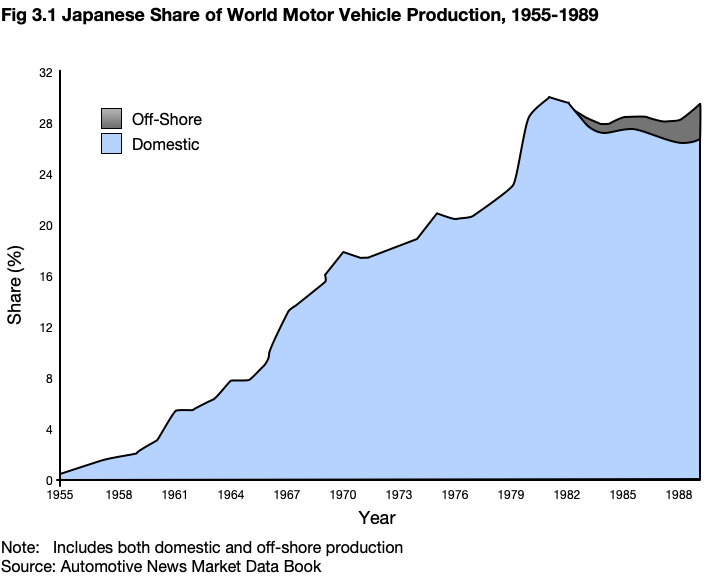
This path of export-led development came to an abrupt halt after 1979, as the world economy slumped, trade imbalances with North America and Europe reached unmanageable proportions, and trade barriers were erected. In the 1980s the world was at the same point in the diffusion of lean production that it was with mass production in the 1920s: The leading practitioners of the new method are now of necessity attempting to increase their share of the world market through direct investment in North America and Europe (as shown in the checked area in Figure 3.1) rather than through ever growing exports of finished units.
Meanwhile, American, European, and even Korean firms often accomplished masters of now obsolete mass production--are trying to match or exceed the performance of their lean challengers.
This process is enormously exciting. It also produces enormous tensions. There will be real losers (including some of the smaller and less accomplished Japanese firms) as well as winners, and the public everywhere tends all too readily to interpret the contest in simple nationalistic terms-"us" versus "them," "our" country versus theirs."
We will return to the problem of diffusing lean production in the final chapters of this book because we believe it is one of the most important issues facing the world economy in the 1990s. However, we first need to gain a deeper understanding of the elements of lean production.
[Womack et al, 1990] The Machine That Changed The World, James P. Womack, Daniel T. Jones, Daniel Roos, 1990, MacMillan.
[Maier & Rechtin, 2000] The Art of Systems Architecting, 2nd Ed., 2000, CRC Press.
Lean Agile Architecture and Development
Posted in: complex systems architecturedemingdesignleanlean manufacturingtaiichi ohnotoyota production system